Quy trình thay thế anode khi Docking định kỳ tại VN
Tại Việt Nam, quy trình thay thế Anode (Kẽm/Nhôm) trong các kỳ lên đà (Docking) thường được thực hiện bởi các nhà máy đóng tàu lớn (như X51, Cam Ranh, Pharung, hoặc các triền đà tại Hải Phòng, TP.HCM). Quy trình này phải tuân thủ nghiêm ngặt quy chuẩn của Cục Đăng kiểm Việt Nam (VR) hoặc các tổ chức quốc tế như DNV, ABS.
Dưới đây là các bước kỹ thuật tiêu chuẩn:
1. Khảo sát và Đánh giá (Ngay khi tàu lên đà)
Ngay sau khi tàu được đưa lên đà và vệ sinh sạch sẽ bằng vòi xịt áp suất cao, chủ tàu và Đăng kiểm viên sẽ tiến hành khảo sát:
-
Tỷ lệ ăn mòn: Nếu Anode đã mòn hơn 50% trọng lượng ban đầu hoặc bị hiện tượng trơ hóa (không tan), bắt buộc phải thay mới.
-
Vị trí xung yếu: Kiểm tra kỹ các khu vực có dòng chảy rối như: khu vực xung quanh chân vịt, bánh lái, các cửa lấy nước biển (Sea chests).
2. Chuẩn bị vật tư & Tính toán
Dựa trên diện tích bề mặt ngâm nước và thời gian giữa hai kỳ Docking (thường là 2.5 - 5 năm), đơn vị kỹ thuật sẽ:
-
Lựa chọn loại Anode: Thường dùng Aluminium Anode cho vỏ tàu hàng và Zinc Anode cho các chi tiết máy/đường ống bên trong.
-
Xác định khối lượng: Tổng khối lượng Anode (W) được tính theo công thức:
W = (I x L x 8760) / (u x S)
(Trong đó I là dòng điện bảo vệ yêu cầu, L là tuổi thọ thiết kế, u là hiệu suất sử dụng và S là dung lượng điện hóa).

3. Quy trình lắp đặt kỹ thuật
Bước 1: Vệ sinh bề mặt tiếp xúc
Đây là bước quan trọng nhất tại các xưởng sửa chữa Việt Nam. Vị trí hàn chân Anode phải được tẩy sơn, đánh rỉ đến độ sạch St3 hoặc phun cát Sa 2.5.
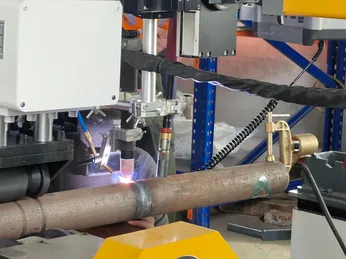
Bước 2: Hàn chân Anode (Core welding)
-
Phương pháp: Hàn hồ quang tay. Chân thép của Anode phải được hàn trực tiếp vào thân tàu để đảm bảo tính liên tục về điện (Electrical continuity).
-
Kiểm tra mối hàn: Mối hàn phải ngấu, không ngậm xỉ để dòng điện bảo vệ có thể chạy thông suốt từ Anode sang vỏ tàu.
Bước 3: Bảo vệ khu vực xung quanh
Sau khi hàn xong, phần chân thép và khu vực vỏ tàu xung quanh mối hàn phải được sơn phủ lại bằng sơn chống rỉ (Epoxy).
Lưu ý cực kỳ quan trọng: Tuyệt đối KHÔNG được sơn đè lên bề mặt của Anode. Nếu Anode bị dính sơn, nó sẽ bị trơ và không còn tác dụng bảo vệ.

4. Kiểm tra và Nghiệm thu bởi Đăng kiểm (VR)
Sau khi lắp đặt, Đăng kiểm viên sẽ nghiệm thu dựa trên các tiêu chí:
-
Số lượng và Vị trí: Đúng theo sơ đồ bảo vệ điện hóa (Cathodic Protection Plan) đã được phê duyệt.
-
Đo điện thế (Potential Measurement): Sử dụng thiết bị đo với điện cực tham chiếu (thường là Ag/AgCl). Điện thế bảo vệ tiêu chuẩn đối với vỏ thép tàu biển thường nằm trong khoảng -0.80V đến -1.05V.
-
Chứng chỉ vật tư: Nhà thầu phải cung cấp chứng chỉ xuất xứ (CO) và chứng chỉ chất lượng (CQ/Mill Test) của lô Anode vừa lắp đặt.
5. Các sai lầm thường gặp tại Việt Nam
-
Sử dụng Anode kém chất lượng: Anode pha lẫn nhiều tạp chất sẽ không tan hoặc tan quá nhanh, dẫn đến vỏ tàu bị rỉ sét dù vẫn còn Anode.
-
Lắp đặt sai vị trí: Tập trung quá nhiều Anode ở một chỗ và bỏ trống các vùng xa, khiến hiệu quả bảo vệ không đồng đều.
-
Quên tháo vỏ bọc: Một số loại Anode nhập khẩu có lớp nilon bảo vệ, nếu công nhân quên không tháo khi hạ thủy, Anode sẽ hoàn toàn vô tác dụng.






Xem thêm